危險廢物(以下簡稱危廢)種類繁多、成分復雜、區域差異化嚴重,處理不當會帶來一系列民生和社會問題。實踐證明,高溫焚燒是危廢處置和減容化的有效途徑,其中回轉窯焚燒工藝是危廢處理中有效的處置工藝之一,具有處理危廢種類多、處理量大等優點。我國自20世紀90年代,逐步開始使用回轉窯焚燒系統處理危廢。近年來,因耐火材料損毀導致的停窯事故多有發生,嚴重影響了危廢焚燒生產線的穩定運轉率,對回轉窯危廢焚燒爐耐火內襯設計優化以及運行等提出了迫切需求。
目前水泥窯協同處理危廢主要包括固體危廢、廢液以及RDF替代燃料等,主要從預熱器、分解爐、后窯口以及窯頭罩等部位處理,典型入料方式如圖1所示。
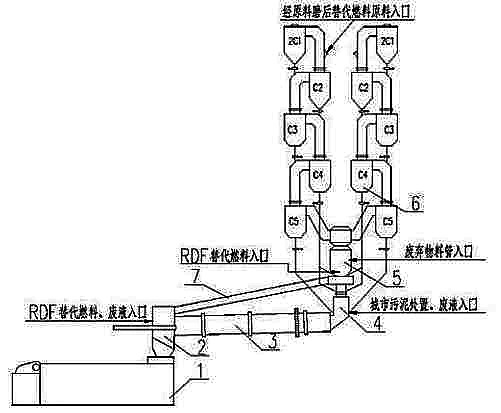
1-篦冷機; 2-窯頭罩; 3-回轉窯; 4-煙室; 5-分解爐; 6-預熱器
圖 1 水泥窯協同處理危廢系統
回轉窯焚燒爐是危廢焚燒裝置, 如圖2所示, 主體設備由回轉窯、 二燃室、 余熱鍋爐、急冷塔、脫酸、除塵系統構成。經過預處理的各類危廢通過不同喂養方式進入燃燒系統, 在自身重力和回轉窯的連續旋轉作用下,物料和助燃空氣充分接觸, 完成干燥、氣化和燃燒過程, 后殘留部分淬冷成灰渣。
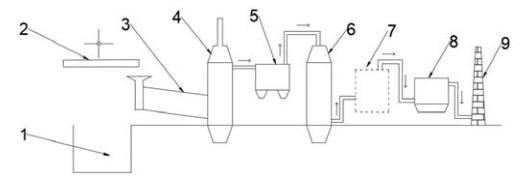
1-料坑; 2-進料系統; 3-回轉窯; 4-二燃室; 5-鍋爐; 6-急冷塔; 7-脫酸塔; 8-除塵; 9-煙囪
圖 2 回轉窯焚燒爐系統
根據爐氣和固體流動方向的不同,或回轉窯中燃燒器的位置,回轉窯焚燒爐可以分為逆流和順流兩種形式。其中, 燃燒器熱源在回轉窯的進料端, 固體和煙氣走向相同,成為順流式; 反之,燃燒器熱源在出料端, 固體和煙氣走向相反,稱為逆流式。目前危廢焚燒系統主要是以順流式回轉窯的設計為主, 逆流式回轉窯更適用于含水率高或熱值低的危廢等。回轉窯焚燒爐具有適用性廣特點,可同時處理固體、液體和氣體的危廢。環保要求日趨嚴格形勢下, 回轉窯危廢焚燒爐優勢明顯。據統計, 我國回轉窯危廢焚燒系統約有800條處理生產線,處理能力從20t/d到120t/d不等。2018年我國危廢焚燒處置產能規模達到616萬t/年,其中回轉窯焚燒占比53%,主要分布在浙江、江蘇、山東、河北、福建等地。
1、回轉窯危廢焚燒爐耐火內襯設計
1.1 回轉窯本體
回轉窯焚燒爐非常關鍵設備即為回轉窯本體, 因其是一種動態運轉設備,對內襯結構設計要求較高,首先要確保耐火內襯在動態高溫狀態運行下整體內襯的穩定性,防止耐火磚掉磚、抽簽等問題。對于危廢回轉窯系統而言,由于轉速比較慢,一般在1轉/分以下,可以根據廠房設計和節能要求選擇單層磚、雙層磚、復合磚和整體澆注等不同結構, 如圖3所示。回轉窯耐火材料總厚度一般是250~300mm不等,其中工作層耐火磚材質一般根據處理溫度和危廢種類不同,可以選擇高鋁質、剛玉莫來石質以及鉻鋯剛玉質耐火材料等。
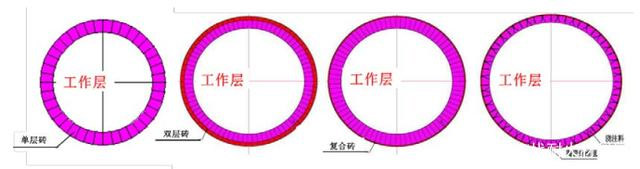
圖 3 回轉窯內襯設計
采用厚度230~300mm單層結構時,由于耐火材料導熱系數大多在1.7~2.0以上,后期高溫區窯外壁溫度達到350℃以上, 但是整體結構穩定,適合于回轉窯在室外的項目。
采用隔熱磚和耐火磚雙層結構,因為隔熱磚導熱系數低,能起到降低窯皮溫度作用,窯外壁溫度可以控制在220℃左右甚至以下,節能效果好, 但是對施工要求較高, 適合于室內項目。這里要注意隔熱磚強度一般要求大于20MPa,隔熱磚厚度設計不能低于50mm。
既要達到單層磚的穩定性,又要降低外壁溫度,可以設計復合磚,即工作面是剛玉磚、 鉻剛玉磚,背面是氧化鋁空心球、 高鋁或者粘土質,隔熱層厚度約為50~70mm。這種產品生產效率低,而且由于工作層和隔熱層材質熱膨脹系數和燒結收縮率不同,因此,在連接處容易產生微裂紋,廢品率較高。
鑒于此,可以采用凹槽型復合磚設計,如圖4所示,工作層材質不變,尾部開槽后填充納米板等絕熱材料。這種凹槽磚型復合磚, 不僅生產和施工方便, 而且可以取得降低筒體外壁溫度30~50℃左右效果。
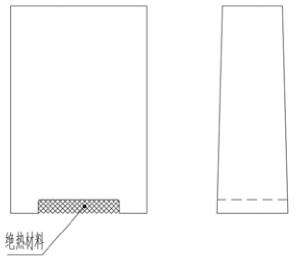
圖 4 凹槽磚型設計示意圖
另外, 部分回轉窯采用輕質澆注料或者纖維板等作為隔材料, 工作層采用重質澆注料(金屬抓釘錨固)雙層澆注結構,可以合理控制回轉窯外壁溫度。該結構采用金屬件把耐火材料和筒體連為一體,不存在耐火磚脫落問題, 但是金屬件焊接質量和澆注料中水份烘干排出是關鍵。
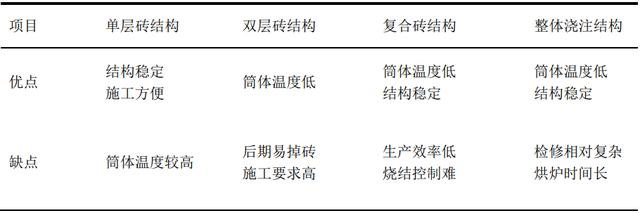
表1 幾種回轉窯設計方案優缺點
以上幾種設計方案優缺點如表1所示。相比較而言, 耐火磚方案檢修和更換方便, 受環境和人為因素影響較小。現在新建項目回轉窯基本都是室外設計, 隨著提產和環保要求,采用單層結構穩定性較好, 高溫區可以考慮凹槽復合磚方式,降低外壁溫度。而且從防腐蝕角度, 筒體外壁溫度控制在160~320℃區間,比較合理。
1.2 二燃室
二燃室主要功能是對煙氣進行二次燃燒處理,可燃成份、飛灰顆粒以及二噁英等焚燒分解,物理和化學反應同時存在,反應劇烈。二燃室一般包括耐火材料、保溫材料和絕熱材料。其中, 耐火材料是指工作層重質澆注料、可塑料或者耐火磚等, 保溫材料是指保溫澆注料和保溫磚等, 絕熱材料是指硅酸鈣板、陶瓷纖維板以及納米板等。目前二燃室內襯設計主要包括三種方式, 如圖5所示:
1)方案一,包括耐火材料、保溫材料和絕熱材料; 這種三層結構設計, 以總厚度450mm為例,外壁溫度為80~90℃。
2)方案二, 包括耐火材料和保溫材料。該結構外壁溫度較高, 以305mm總厚為例,溫度達到150~180℃。
3) 方案三,包括耐火材料和絕熱材料。這種方案介于前兩種方案之間, 以270mm總厚為例,外壁溫度約為110~140℃。
一般而言, 二燃室溫度約為1100~1200℃,燃燒器局部溫度甚至達到1300℃以上, 所以工作層選擇剛玉莫來石質即可滿足使用要求,燃燒器區域工作層建議使用剛玉質或者鉻剛玉質材料。相比較而言, 方案一的三層結構設計穩定性好,不容易因漏氣或者串火, 導致筒體高溫腐蝕或者超溫變形而停爐檢修。
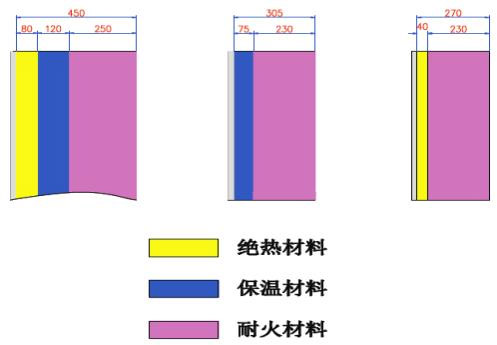
圖 5 二燃室典型耐火內襯設計
1.3 其他部位
余熱鍋爐部分主要是灰斗、集箱、 頂部密封以及出口煙道需要使用部分耐磨澆注料, 其中灰斗采用絕熱材料和耐磨澆注料雙層結果較多,總厚度一般在200~250mm。
急冷塔使用耐酸澆注料或者耐酸膠泥,頂部往下約2米區域溫度較高可以采用25mm絕熱材料作為隔熱層, 內襯總厚度100mm即可。
2、典型回轉窯危廢工藝與耐火材料設計優化建議
根據現場調研發現, 耐火材料損毀主要集中于回轉窯本體區域。危廢焚燒主要包括以下幾種典型處理工藝,針對此, 提出以下設計優化建議。
1)處理含水率高物料
進窯物料含水率高,進料端耐火材料熱剝落嚴重,熱震穩定性好的莫來石質、剛玉莫來石質、剛玉碳化硅質等耐火材料適用于此區域。
2)窯頭廢液處理量大、 霧化不好
一般窯頭通過霧化槍處理廢液,焚燒區域主要在干燥段,受設備影響如果霧化效果不好時,該區域耐火材料也會出現剝落損毀,莫來石質、剛玉莫來石質、剛玉碳化硅質材料同樣適用于此。運行時,一般要增加檢查霧化設備頻次,同時廢液處理量不超過30%為宜。
3)鐵皮(桶)等硬料處理量大
鐵桶等物料硬度大,回轉窯轉速慢,物料在窯內反復旋轉造成進料區機械磨損嚴重。選擇強度高、耐磨性更好的剛玉碳化硅質耐火材料使用效果良好。
4)含低熔點鹽量高的物料
物料含K、 Na鹽量大于5%以上后,熔點較低,容易形成高溫熔渣,對耐火材料滲透、侵蝕嚴重。出現高溫熔渣時, 高溫區耐火材料選擇鉻鋯剛玉質較為合適,一般Cr2O3含量為3~10%不等。
5)含氟量高的物料
物料中含氟比例較高,達1~4%時,如式(1)所示,由于F和耐火材料中Si很容易反應形成SiF4氣化,造成襯里基質結構破壞,快速侵蝕;要嚴格控制耐火材料中雜質含量尤其是二氧化硅含量,采用Cr2O3含量為9~15%鉻剛玉材料,可以滿足回轉窯正常運行需要。
SiO2 + 4HF = SiF4↑ + 2H2O (1)
3、結束語
危廢焚燒是新興領域, 其中危廢種類復雜繁多,物性、熱值差異較大,回轉窯和二燃室內襯根據需要,設計形式多樣。隨著對危廢的監管力度加大, 大型回轉窯焚燒技術將在危廢處理中得到更廣泛的應用,對回轉窯焚燒爐耐火材料選型和設計提出了挑戰。與傳統高溫窯爐相比,耐火材料研究人員應更多關注危廢物料特性、 工況特點(焚燒溫度、煙氣成分)等。

